可钎焊高导热压铸铝合金 CSY33
基本特性:
项目 | 情况说明 | ||||||
材料概述 | 符合ROHS要求,密度为 2.60-2.73g/cm3。 其固相线、液相线温度分别为636℃、658℃,增加了合金的流动性,赋予了优异的压铸性能,能够实现复杂结构一次成型和精密压铸。 由于特殊的复杂结构类非晶态组织的形成,具有多晶型不定形状态,以及电子轨道未被填满的因素,所以会使焊接材料与基体组织的接合动力学能量变小,从而改善焊接面两种材料的润湿角度和平铺性并形成充分合金化的饱满焊缝组织,实现可高温钎焊。 | ||||||
成 分(百分含量%) | Fe | Mg | Mn | Y | Ti | 其它 | Al |
0.9-1.4 | 0.5-0.9 | 0.2-0.5 | 0.3-0.5 | 0.01-0.03 | 0.2-0.5 | 余量 | |
材料 基本性能 | 维氏硬度 HV | 抗拉强度 MPa | 屈服强度 MPa | 延伸率 % | 缩水率 ‰ | 熔点 ℃ | 导热系数w/m.k |
52-58 | 120-160 | 80-110 | >10.5 | 3 | 636 | 150-170 | |
铝合金水冷部件常见的金属材料选型和部件成型工艺:
水冷部件 铝合金选材 | 导热系数 w/m.k | 水冷部件 成型工艺 | 水冷部件成型结构 | 水冷部件性能及成型成本 |
1系铝 | 237 | 冲压+钎焊 | 可简单成型,无法形成复杂异型腔体。 受材料性能限制,无法高位拉伸。 | 成型过程原料消耗小,材料成本低。 成型加工成本低,良品率高。 |
3系铝 | 150-160 | 冲压+钎焊 | ||
6系铝 | 200 | 挤压+钎焊 | 可简单成型,无法做特殊水道处理。 | 成型过程原料消耗大,材料成本高。 成型加工成本低,良品率高。 |
6系铝 | 200 | 机加+钎焊 | 可实现复杂结构,但加工工时长。 | 成型过程材料消耗量大。 单次加工成本高。 设备用量大,大批量生产难度大。 |
普通压铸铝 | 100-110 | 压铸+摩擦焊 | 可实现复杂结构,但钎焊难度大。 材料性能弱,容易在高压力下腔体膨胀而出现漏液。 | 成型过程材料使用节约。 加工成本低,但可量产产品性能低。 中高性能产品无法实现。 |
中南新材 CSY33 | 150-170 | 压铸+钎焊 | 流道容易实现异型化设计,可实现核心区域的特殊流道及整体结构。 可直接隧道钎焊接。 | 成型过程材料使用节约。 单次加工成本低,且良品率高。 可生产高散热性能水冷部件。 |
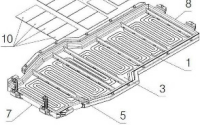
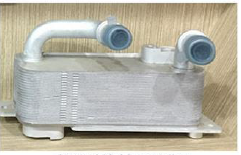
水冷部件在新能源汽车行业有广泛的应用,水冷部件已经分布于动力电池包、电机电控、空调系统、充电桩等。
新能源汽车中常见应用 | 水冷部件典型图示 |
充电桩 |
|
电机电控 |
|
动力电池系统 |
|
空冷系统 (空调等) |
|







应用案例:
以公司已完成验证并批量交付的某型号激光水冷块为例-缩短成型加工流程

环节 | 原方案(型材+CNC+钎焊) | VS | 新方案(压铸+CNC+钎焊) | ||
工序 | 成本(元/套) | 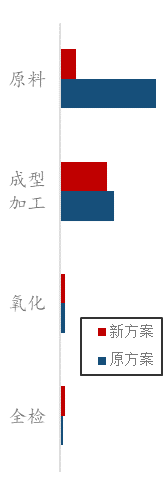 | 工序 | 成本(元/套) | |
原料成本 | 材料 | A(用料重X) | 材料 | 16.5%A(用料重15.7%X) | |
成型加工 | 前机加 | B | 压铸 | 87.2%B | |
堵头加工 | 前机加 | ||||
钎焊 | 钎焊 | ||||
后机加 | |||||
后机加 | |||||
表面处理 | 氧化 | C | 氧化 | C | |
检测 | 全检 | D | 全检 | 150%D | |
直通率 | 良品率 | 95% | 良品率 | 85% | |
成本比较 | 总成本 | T=(A+B+C+D)/95% | 总成本 | 51.8%T | |
材料用量降低,成本降低; 加工工序简化,成本降低; 综合成本大幅降低.
直通率 :原方案是市场成熟金属成型工艺。中南新材的方案当前批量交付的直通率为85%,但随着交付规模的增长,直通率水平有进一步提升空间。

